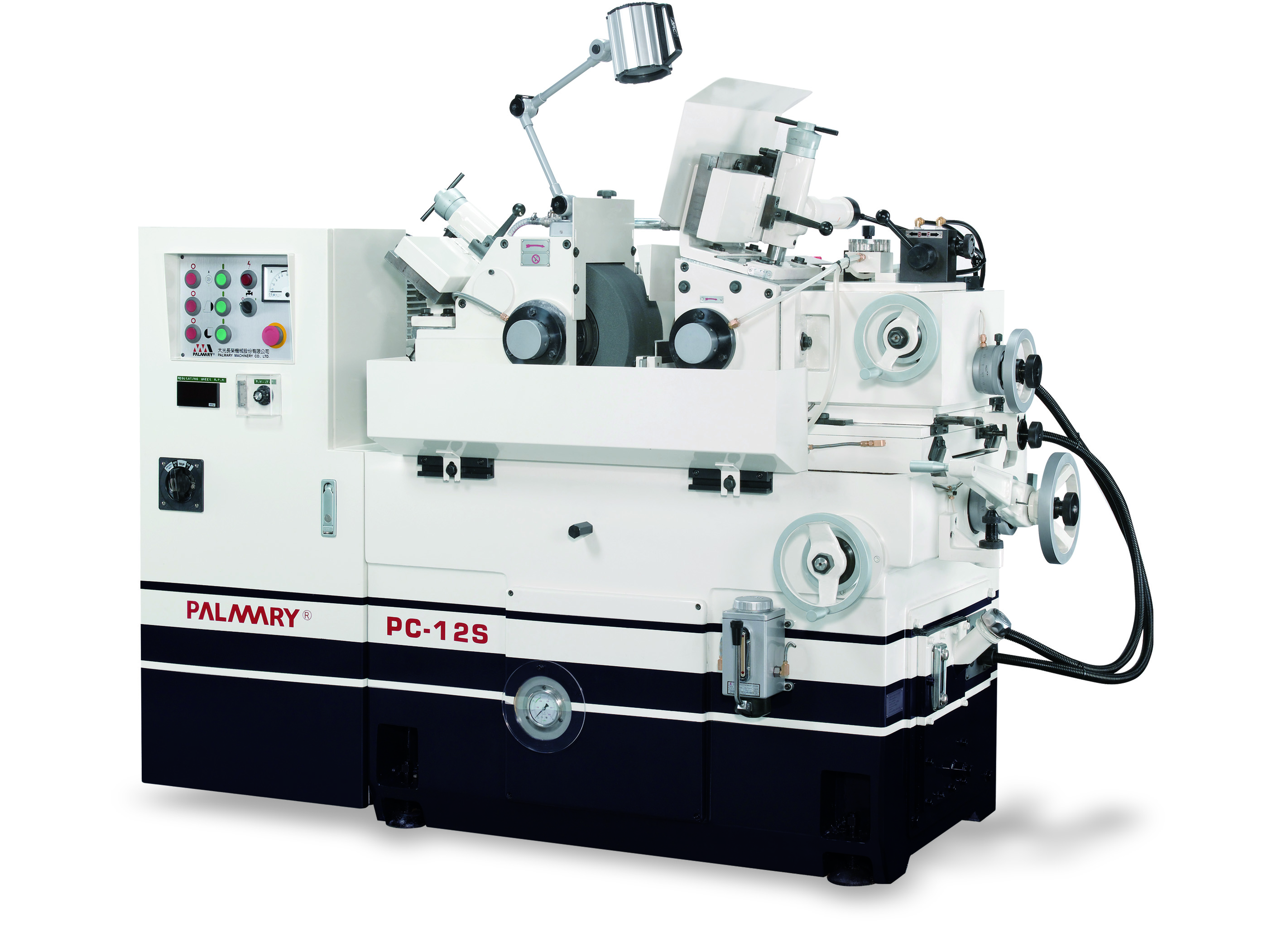
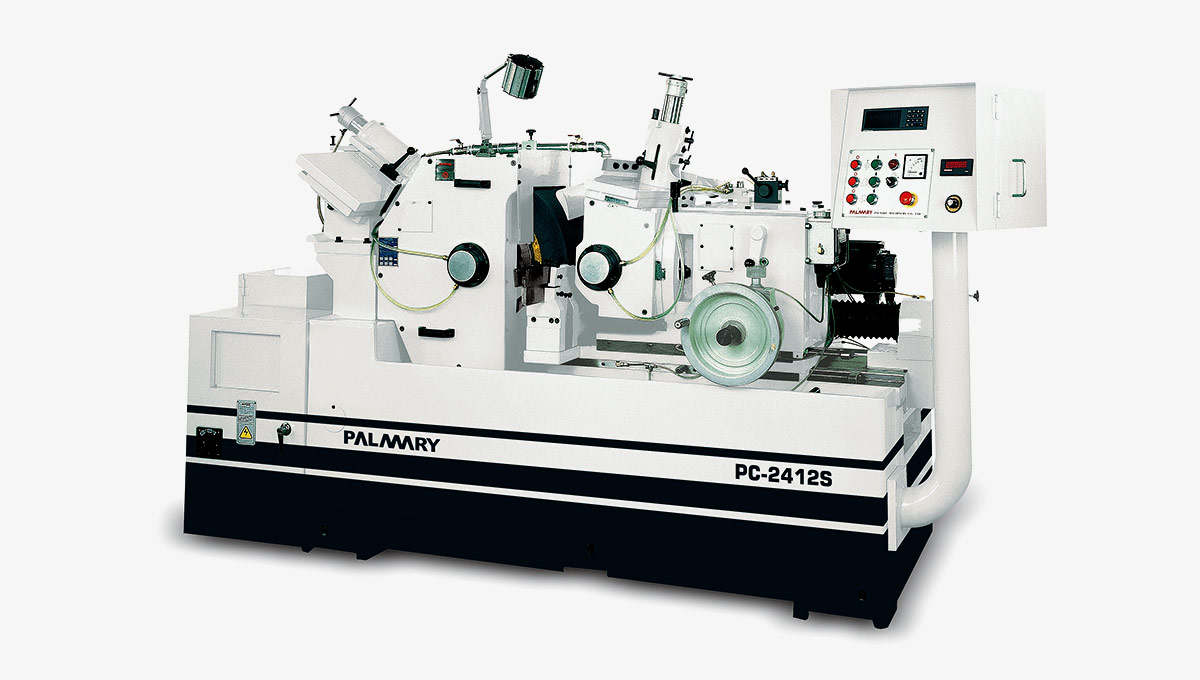
Modele: PCB-14-4, PCB-4520, PCB-6020GF-4, PCB-6025GF-4, PCB-6020-3, PCB-6025-3. PCB-6030, PCB-6040, PCB-6050, PCB-6060
Caracteristici principale:
- Structura rigidă a mașinii. (1) Structura mașinii este realizată din fontă de înaltă calitate „Meehanite”, tratată termic și detensionată înainte de mașinare. (2) Ghidajele liniare sunt călite superficial și rectificate obținându-se o mare stabilitate la deformări și rezistență la condițiile de exploatare.
- Axuri motoare (Spindles) de mare precizie. (1) Axul motor al roții de rectificare și axul motor al roții de antrenare sunt mașinate de precizie din oțel înalt aliat pe bază de nichel și crom (SNCM-220). De asemenea sunt supuse unor tratamente termice variate: normalizare, temperare și cementare. Ulterior axele sunt tratate sub zero grade, mașinate și rectificate de precizie. (2) În interiorul temperat al axelor duritatea ajunge la aproximativ HRC 25°~30°, în timp ce la suprafața durificată aceasta ajunge la peste HRC 62 °. Prelucrările de precizie sunt destinate realizării unor arbori speciali pentru încărcări mari, momente mari și cu o durată de viață ridicată, bine protejați la condițiile mediului lor de lucru.
- Păpușa mobilă. (1) Pivotarea saniei superioare este exactă și ușor de ajustat pentru rectificarea piesă cu piesă. De asemenea, ea permite rectificarea diametrelor diferite ale pieselor. Pivotarea este în domeniul +5°~ -5° pentru rectificarea piesă cu piesă. (2) La rectificarea continuă sania superioară asigură contactul dintre piesa de prelucrat și discul de rectificat. La această rectificare unghiul de înclinare este în domeniul +5°~ -3°. (3) Ghidajele pe coadă de rândunică oferă o deplasare lină și precisă și sunt lubrificate centralizat. (4) Sania inferioară se mișcă pe un ghidaj dublu în forma de “Λ”. Ghidajele sunt durificate și rectificate. Ele asigură deplasarea lină și precisă și previn intrarea prafului. Deplasarea se efectuează în micrometri asigurând acuratețea necesară operațiilor de rectificare.